» Чего металл штемпелюет?
Чего металл штемпелюет?
Основы штемпелевать металла
Штемпелевать металла процесс производства используемый для того чтобы преобразовать плоские металлические листы в специфические формы. Сложный процесс который может включить нескольк металла формируя методы — прикрывающ, пробивающ, гнущ и прокалывающ, для того чтобы назвать несколько.
Тысячи компаний через США которые предлагают металл штемпелюя обслуживания для того чтобы поставить компоненты для индустрий в автомобильном, космический, медицинский, и другие рынки. По мере того как мировые рынки эволюционируют, подниманная потребность для быстр-произвели большое количество сложных частей.

Штемпелевать металла быстрое и рентабельное решение для этой потребности производства больш-количества. Изготовители которым нужны части металла проштемпелеванные для проекта вообще ищут 3 важных качества:
- Высококачественное /durability
- Низкая цена
- Быстрое время оборота
Следующий проводник иллюстрирует передовые практики и формулы обыкновенно используемые в металле штемпелюя процесс проектирования и включает подсказки для того чтобы включать рассмотрение снижения затрат в части.
Штемпелевать основы
Также вызванный штемпелевать — отжимать — включает установить металлический лист плоского листа, в или катушке или чистом бланке, в штемпелюя прессу. В прессе, инструмент и умирает поверхностная форма металл в пожеланную форму. Пробивать, прикрывать, гнуть, чеканить, выбивать, и служить фланцем все штемпелюя методы используемые для того чтобы сформировать металл.
Прежде чем материал можно сформировать, штемпелевать профессионалов должен конструировать тоолинг через технологию инженерства КАД/КАМ. Эти дизайны должны быть как можно точны для обеспечения каждому пунша и загиба поддерживает свойственный зазор и, поэтому, оптимальное качество части. Одиночная модель инструмента 3Д может содержать сотни частей, поэтому процесс проектирования часто довольно сложен и требующ много времени.
Как только дизайн инструмента установлен, изготовитель может использовать разнообразие подвергать механической обработке, молоть, провод ЭДМ и другие обслуживания производства для того чтобы завершить свою продукцию.
Типы штемпелевать металла
3 главных типа металла штемпелюя методы: прогрессивный деятель, фоурслиде и глубокая притяжка.
Прогрессивный умрите проштемпелевать
Прогрессивный умирают штемпелюя особенности несколько станций, каждое с уникальной функцией.  Во-первых, металл прокладки федс через прогрессивную штемпелюя прессу. Прокладка разворачивает устойчиво от катушки и в прессу плашки, где каждая станция в инструменте тогда выполняет различные отрезок, пунш, или загиб. Действия каждой последовательной станции добавляют на работу предыдущих станций, приводящ в завершенной части.
Во-первых, металл прокладки федс через прогрессивную штемпелюя прессу. Прокладка разворачивает устойчиво от катушки и в прессу плашки, где каждая станция в инструменте тогда выполняет различные отрезок, пунш, или загиб. Действия каждой последовательной станции добавляют на работу предыдущих станций, приводящ в завершенной части.
Изготовитель мог повторно изменить инструмент на одиночной прессе или занять несколько пресс, каждое выполняя одно действие необходим для завершенной части. Даже используя множественные прессы, необходимы, что поистине завершили вторичные подвергая механической обработке обслуживания часто часть. По этой причине, прогрессивным умирает проштемпелевать идеальное решение для частей металла с сложной геометрией, который нужно встретить:
- Более быстрый оборот
- Понизьте стоимость труда
- Более короткая длина бега
- Более высокая повторимость
Штемпелевать Фоурслиде
Фоурслиде, или мульти-скольжение, включают горизонтальное выравнивание и 4 различных скольжения; другими словами, 4 инструмента использованы одновременно для того чтобы сформировать воркпьесе. Этот процесс учитывает сложные отрезки и комплекс гнет для того чтобы начать даже самые сложные части.
Штемпелевать металла Фоурслиде может предложить несколько преимуществ над традиционный штемпелевать прессы которые делают им идеальный выбор для много применений. Некоторые из этих преимуществ включают:
- Многосторонность для более сложных частей
- Больше гибкости для изменений проекта
По мере того как свое имя подразумевает, фоурслиде имеет 4 скольжения — смысл который до 4 различных инструмента, одного в скольжение, можно использовать для того чтобы достигнуть множественных загибов одновременно. По мере того как материал питается в фоурслиде, он согнут в быстрой последовательности каждым валом который оборудован с инструментом.
Глубокий штемпелевать притяжки
Глубинная вытяжка включает вытянуть пробел металлического листа в плашку через пунш, формируя ее в форму. Метод назван «глубинная вытяжка» когда глубина вытягиваемой части превышает свой диаметр. Этот тип формировать идеален для создания компонентов которым нужны несколько серий диаметров и рентабельная альтернатива к поворачивая процессам, которые типично требуют используя поднимающее вверх больше сырья. Общие применения и продукты сделанные из глубинной вытяжки включают:
- Автомобильные компоненты
- Части воздушных судн
- Электронные реле
- Утвари и коокваре
Кратковременный штемпелевать
Кратковременный штемпелевать металла требует минимальных заранее оборудуя расходов и может быть идеальным решением для прототипов или небольших проектов. После того как пробел создан, изготовители используют компоненты тоолинг сочетания из изготовленные на заказ и умирают вставки, который нужно согнуть, пробивают или сверлят часть. Таможня формируя деятельность и более небольшой размер бега может привести в более высокой обязанности в-части, но отсутствие цен тоолинг может сделать кратковременное эффективное стоимостью для много проектов, особенно те требуя быстрого оборота.
Инструменты производства для штемпелевать
Несколько шагов в произведение штемпелевать металла. Первый шаг конструирующ и изготовляющ фактический инструмент используемый для создания продукта.
Позвольте нам взглянуть о том, как этот начальный инструмент создан: Запасите план прокладки & конструируйте: Дизайнер использует использован для того чтобы конструировать прокладку и определить размеры, допуски, направление питания, минимизацию утиля и больше.
Подвергать механической обработке стали и комплектного штампа инструмента: КНК обеспечивает высокий уровень точности и повторимости для даже самых сложных плашек. Оборудование как 5 мельницы КНК оси и машин провода ЭДМ может отрезать до конца затвердетые стали инструмента с весьма плотными допусками.
Вторичная обработка: Обрабатывать жары приложен к частям металла для увеличения их прочности и для того чтобы сделать их более прочной для их применения.
Молоть использован для того чтобы закончить части требуя высокой точности качества поверхности и размера.
Провод ЭДМ: Свяжите проволокой материалы металла форм электрической разрядки подвергая механической обработке с электрическ-порученной стренгой латунного провода. Провод ЭДМ может отрезать самые сложные формы, включая небольшие углы и контуры.
Металл штемпелюя процессы проектирования
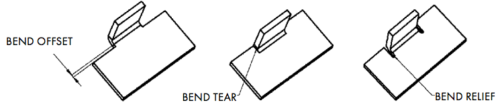
Штемпелевать металла сложный процесс который может включить нескольк металла формируя процессы — прикрывающ, пробивающ, гнущ, и прокалывающ и больше. Прикрывать: Этот процесс о резать грубые план или форму продукта. Этот этап о уменьшать и избежании заусенцы, которые могут управлять вверх по цене вашей части и продлевать временем выполнения. Шаг где вы определяете диаметр отверстия, геометрия/конусность, дистанционирование между кра-к-отверстием и вводит первую прошивку.  Гнуть: Когда вы конструируете загибы в вашу проштемпелеванную часть металла, важно учитывать достаточный материал — убеждайтесь конструировать вашу часть и свой пробел так, что будет достаточный материал для того чтобы выполнить загиб. Некоторые важные факторы, который нужно вспомнить:
Гнуть: Когда вы конструируете загибы в вашу проштемпелеванную часть металла, важно учитывать достаточный материал — убеждайтесь конструировать вашу часть и свой пробел так, что будет достаточный материал для того чтобы выполнить загиб. Некоторые важные факторы, который нужно вспомнить:
- Если загиб сделан тоже близко к отверстию, то он может стать деформированным.
- Зазубрины и платы, так же, как слоты, должны быть конструированы с ширинами которые по крайней мере 1.5кс толщина материала. Если сделано вс более небольшие, они могут быть трудны для создания должного к силе приложенной на пуншах, причиняя их сломать.
- Каждый угол в вашем пустом дизайне должен иметь радиус который по крайней мере половина материальной толщины.
- Для того чтобы уменьшить примеры и суровость заусенцев, избегите острых углов и сложных вырезов когда возможный. Когда таких факторов нельзя избежать, уверен заметить направление заусенца в вашем дизайне поэтому их можно учесть во время штемпелевать
Чеканить: Это действие когда края проштемпелеванной части металла поражены для того чтобы сплющить или сломать заусенец; это может создать гораздо ровнее край в чеканить зоне геометрии части; это может также добавить дополнительную прочность к локализованным зонам части и это можно использовать для избежания вторичного процесса как дебурринг и молоть. Некоторые важные факторы, который нужно вспомнить:
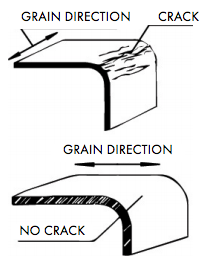
- Пластичность и направление зерна – пластичность измерение постоянной деформации материал проходит подверганный к силе. Металлы с больше пластичности легче для того чтобы сформировать. Направление зерна важно в высокопрочных материалах, как закаленные металлы и нержавеющая сталь. Если загиб идет вдоль зерна высокопрочного, то он может быть прональн к трескать.
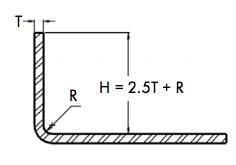
- Высота загиба – общая высота загиба имеет минимальные требования быть сформированным эффектно и должна быть минимум, 2.5кс толщина материального + радиус загиба
- Сброс загиба – добавьте небольшие зазубрины устроенные немедленно за частью части, который нужно согнуть — они должны быть минимум дважды как широкими по мере того как материал толст, и покуда радиус загиба плюс материальная толщина.
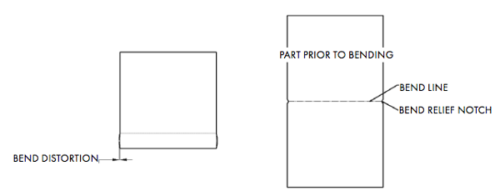 Искажение/выпуклина загиба: Выпячивать причиненный искажением загиба может быть как большим как ½ материальная толщина. По мере того как материальная толщина увеличивает и уменшения радиуса загиба искажение/выпуклина будут строже. Отрезанные сеть и «рассогласование нося»: Это когда необходимы очень небольшое отрезк-в или рему-вне на части и типично около .005" глубоко. Эта особенность не необходима используя смесь или передача печатает тоолинг но необходима используя прогрессивный умирает оборудовать.
Искажение/выпуклина загиба: Выпячивать причиненный искажением загиба может быть как большим как ½ материальная толщина. По мере того как материальная толщина увеличивает и уменшения радиуса загиба искажение/выпуклина будут строже. Отрезанные сеть и «рассогласование нося»: Это когда необходимы очень небольшое отрезк-в или рему-вне на части и типично около .005" глубоко. Эта особенность не необходима используя смесь или передача печатает тоолинг но необходима используя прогрессивный умирает оборудовать. 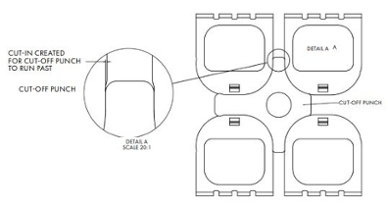
Изготовленный на заказ штемпелевать металла
Изготовленный на заказ штемпелевать металла описывает металл формируя процессы которые требуют, что изготовленного на заказ тоолинг и методы производят части определенные клиентом. Широкий диапазон индустрий и применения используют таможню штемпелюя процессы для того чтобы отвечать высокообъемные потребностямы продукции и обеспечить все части соотвествуйте точным спецификациям.
Изготовленный на заказ металл штемпелюя проекты
Инженеры по дизайну могут работать на широком диапазоне металла штемпелюя проекты для клиентов через различные индустрии. Лучше проиллюстрировать многосторонность таможни проштемпелевал части металла, мы конспектировал немного недавних проектов завершенных инженерами еси ниже.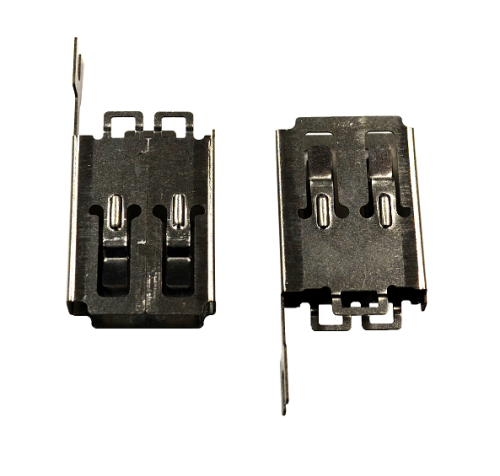
Часть проштемпелеванная таможней для жизненно важного контрольного оборудования в медицинской промышленности
Клиент в еси причаленном медицинской промышленностью к изготовленной на заказ печати металла часть которая была бы использована как весна и экран электроники для жизненно важного контрольного оборудования в медицинском поле.
- Им была нужна коробка нержавеющей стали с особенностями пружинного сервокомпенсатора и имели тревогу находя поставщик который обеспечил бы высококачественный дизайн на доступной цене в пределах разумного срока.
- Для того чтобы соотвествовать запросу клиента уникальному покрыть только один конец части — а не вся часть — мы были партнером с ведущей в отрасли компанией тин-платинг которая могла начать предварительный однолезвийный, выборочный процесс плакировкой.
еси могло соотвествовать сложные дизайна используя материальное штабелирующ метод который позволил нам отрезать много пробелов части сразу, ограничивая цены и уменьшая времена выполнения.
Проштемпелеванный электрический соединитель для применения проводки и кабеля
В другом примере, мы были спрошены, что переконструировали существующую крышку электрического соединителя; клиент, кабельные сети АФК, искал более высококачественный продукт на более низкой цене с более короткими временами выполнения.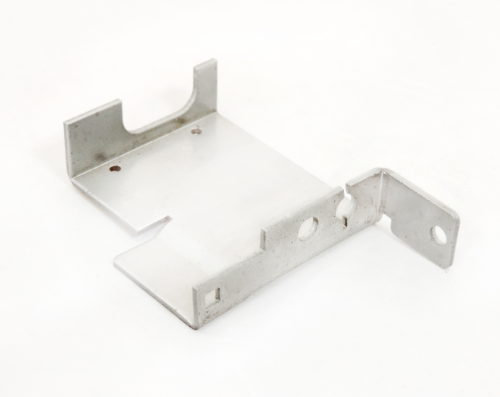
- Дизайн был сильно сложен; были значены, что были использованы эти крышки как кабели последовательного подключения внутри в-пола и подпольных электрических расевайс; поэтому, это применение по существу представило строгие ограничения размера.
- Процесс производства осложнил и дорог, как некоторые из работ клиента требовали полностью завершенной крышки и другие не сделали — значить АФК создавал части в 2 частях и сваривал их совместно.
- Работающ с крышкой соединителя образца и одиночным инструментом обеспеченными клиентом, наше еси на еси могло к обратному инженеру часть и свой инструмент. Отсюда, мы конструировали новый инструмент, который мы смогли использовать в нашей неге 150 тонн прогрессивной умираем штемпелюя пресса.
- Это позволило нам изготовить часть в оне пьесе с заменимыми компонентами, а не производство 2 отдельных части по мере того как клиент делал.
Это учитывало значительные стоимости сбережений — 80% с цены 500 000 частей заказа — так же, как время выполнения 4 недель а не 10.
Таможня штемпелюя для автомобильных воздушных подушек
Автомобильный клиент требовал высокопрочного, давлени-устойчивого громмет металла для пользы в воздушных подушках фургонов перехода Форда.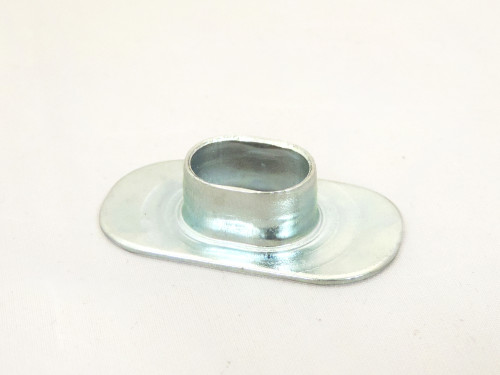
- С 34 мм кс 18 необходимо кс 8 мм притяжки, громмет необходимы для поддержания допуска 0,1 мм, и процесс производства было нужно приспособить уникальный протягивать материала своиственный в окончательном применении.
- Из-за своей уникальной геометрии, громмет не смог быть произведен используя тоолинг прессы передачи и своя глубокая притяжка представила уникальную проблему.
Построил 24 инструмента станции прогрессивных для обеспечения свойственного развития притяжки и использовала сталь ДДК с плакировкой цинка для обеспечения оптимальных прочности и коррозионной устойчивости. Штемпелевать металла можно использовать для создания сложных частей для огромного ряда индустрий. Любопытный выучить больше о различном изготовленном на заказ металле штемпелюя применения мы работали дальше? Посетите нашу страницу конкретных исследований, или достигните вне к еси еси сразу для того чтобы обсудить ваши уникальные потребности с специалистом.

 Ваше сообщение должно содержать от 20 до 3000 символов!
Ваше сообщение должно содержать от 20 до 3000 символов!